
超声波焊接不稳定通常由设备、参数、材料及外部环境等多方面因素共同导致,其中电压和气压不稳定、模具频率偏离、焊接材料变化及设备核心部件性能衰减是最常见的原因。
外部环境因素
电压不稳:供电电压波动会影响超声波发生器的输出功率,导致能量传递不均。
气压不稳:工作气压不足或波动会直接影响焊接压力的稳定性,进而影响熔接效果。尤其在多台设备共用气源时更为明显。
设备相关问题
模具频率偏离:长时间使用后,超声波焊头(HORN)或变幅杆可能发生疲劳或磨损,导致共振频率偏移,影响能量传输效率。
核心部件老化:换能器、增幅器或超声波发生器性能下降,会导致输出功率不稳定。
机架精度不足:设备结构设计不合理或加工不精密,可能导致焊接过程中受力不均,甚至出现“机器后仰”现象。
工艺参数设置不当
振幅、压力、焊接时间等关键参数未根据材料特性进行优化,容易造成焊接不牢或过度焊接。
新设备调试不到位,如焊头与模具接触面不平整,也会导致局部能量集中或传递不足。
材料与工件因素
塑料材质本身难以焊接(如PE、PP、PVC等),或添加了玻璃纤维等填充物,影响熔融结合。
工件存在尺寸误差、表面污染(油污、灰尘)或吸湿未干燥,均会导致焊接一致性差。
操作与维护问题
焊头未定期清洁或校准,影响振动传递。
模具潮湿或工装夹具松动,导致焊接过程偏移。
为了帮助客户解决超声波焊接效果不稳定的情况,下面列出几点解决策略建议:
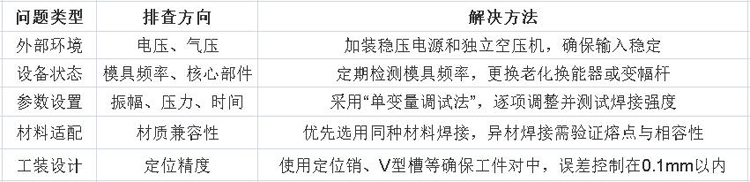
实用建议:建立焊接参数数据库,记录每种产品的更佳参数组合,并将焊头清洁、频率校准纳入日常SOP,可显著提升稳定性。






 客服
客服