
新能源电动汽车的快速发展,锂离子电池需求也不断增加,对铜箔和铝箔的超声波焊接应用显著增加。

焊接机理:低于熔点的再结晶过程
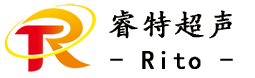
上焊头和下底座表面都带有滚花,因此焊接时上层材料横向移动,而下层材料固定不动,这样上下层之间产生相对运动。在压力作用下,连接表面上粗糙的凸起不断相互摩擦和塑性变形。
超声金属焊接形成分子键的三个主要阶段是:
相对移动导致连接面上的粗糙凸起特征产生剪切和塑性变形——初始塑性变形;
超声振动导致连接面上氧化层(或污染物)分散,以及凸起特征的进一步塑性变形。
这导致金属和金属之间接触面积增加和焊接区域形成,该特征也叫做微焊缝。
进一步的超声波振动会导致接触面继续增大,从而增加焊接区域。
超声波焊接决定性的优点是“冷”焊接,即在远低于金属熔点的温度下形成连接。该温度大约只有金属熔点的1/3-1/2(退火时的再结晶温度),是一种固态和固态的压焊过程。下图是不同有色金属材料之间的焊接相容性。






 客服
客服